Back-up Generator Power System Design for New Regional Distribution Centre
Nearing the end of 2016 we were contacted by a regular client to design and install a back-up generator power system to support a new £50 million logistics and distribution centre for one of Europe’s leading retailers.
 The electrical contracting team requiring our services for the most suitable, efficient and cost effective new bespoke system were especially keen for us to become involved on this new build as we had previously worked with them, as well the main contractor undertaking this project.
The electrical contracting team requiring our services for the most suitable, efficient and cost effective new bespoke system were especially keen for us to become involved on this new build as we had previously worked with them, as well the main contractor undertaking this project.
This giant new depot commenced construction during the latter part of 2016. The site had already been acquired with planning permission for the 50,000m2 warehouse. The new regional distribution centre is an enormous boost for growth in East Devon and expected to create over 500 jobs when fully erected and operational.
The client’s presented challenges were;
- Review existing specifications for international and regional scopes to align our design.
- Upgrade the design package from 2000kVA to 3100kVA.
- Comply with Vibration and Emissions requirements.
- Work within tight space constraints.
- Design a control system that meets the client’s operational and functional requirements and can be integrated seamlessly with their LV switchgear.
- Meet a tight programme and within budget.
In order to provide the necessary back-up power required for the entire building, our proposal for the bespoke design, installation and commissioning of the new generator system comprised:
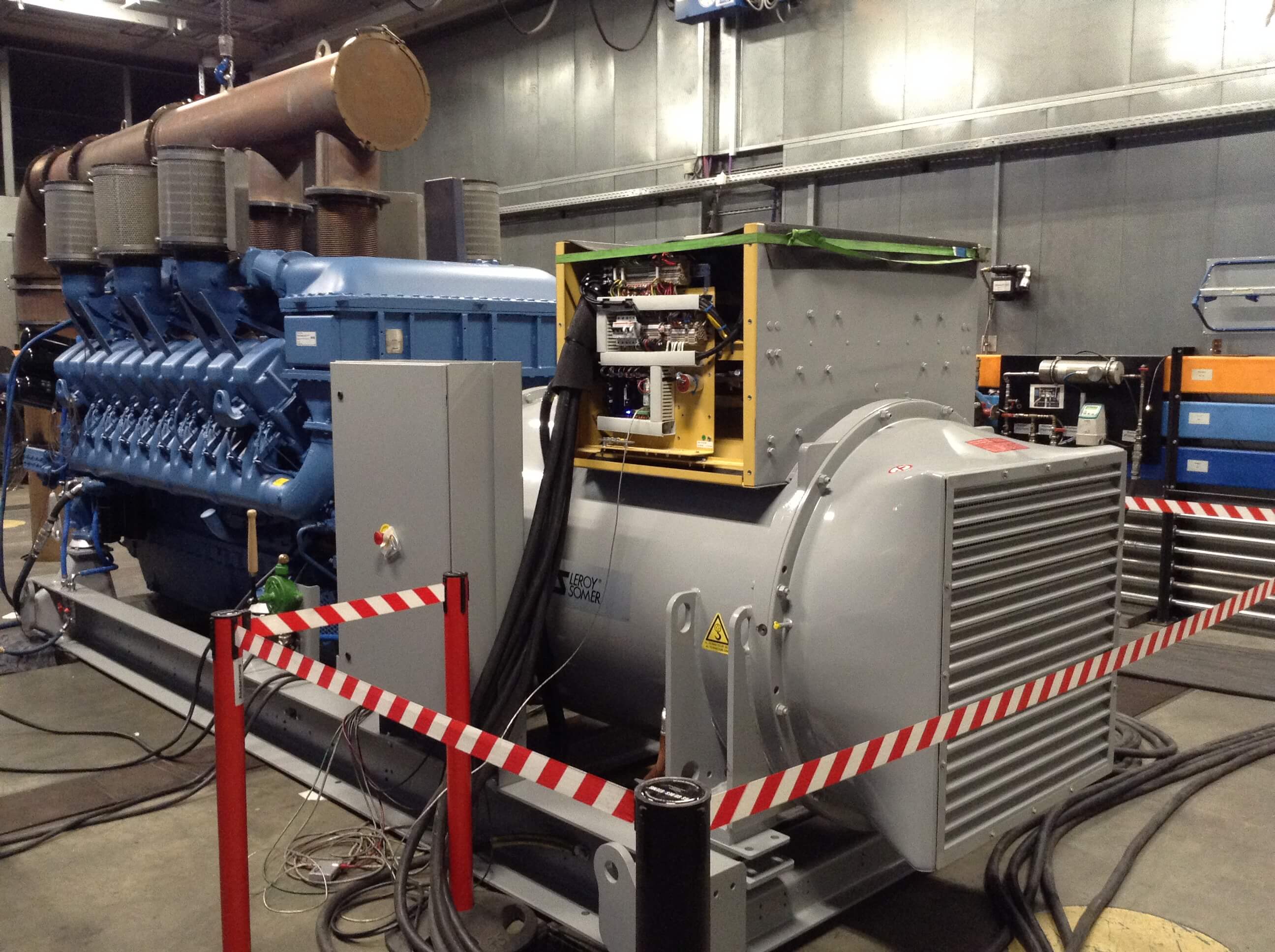
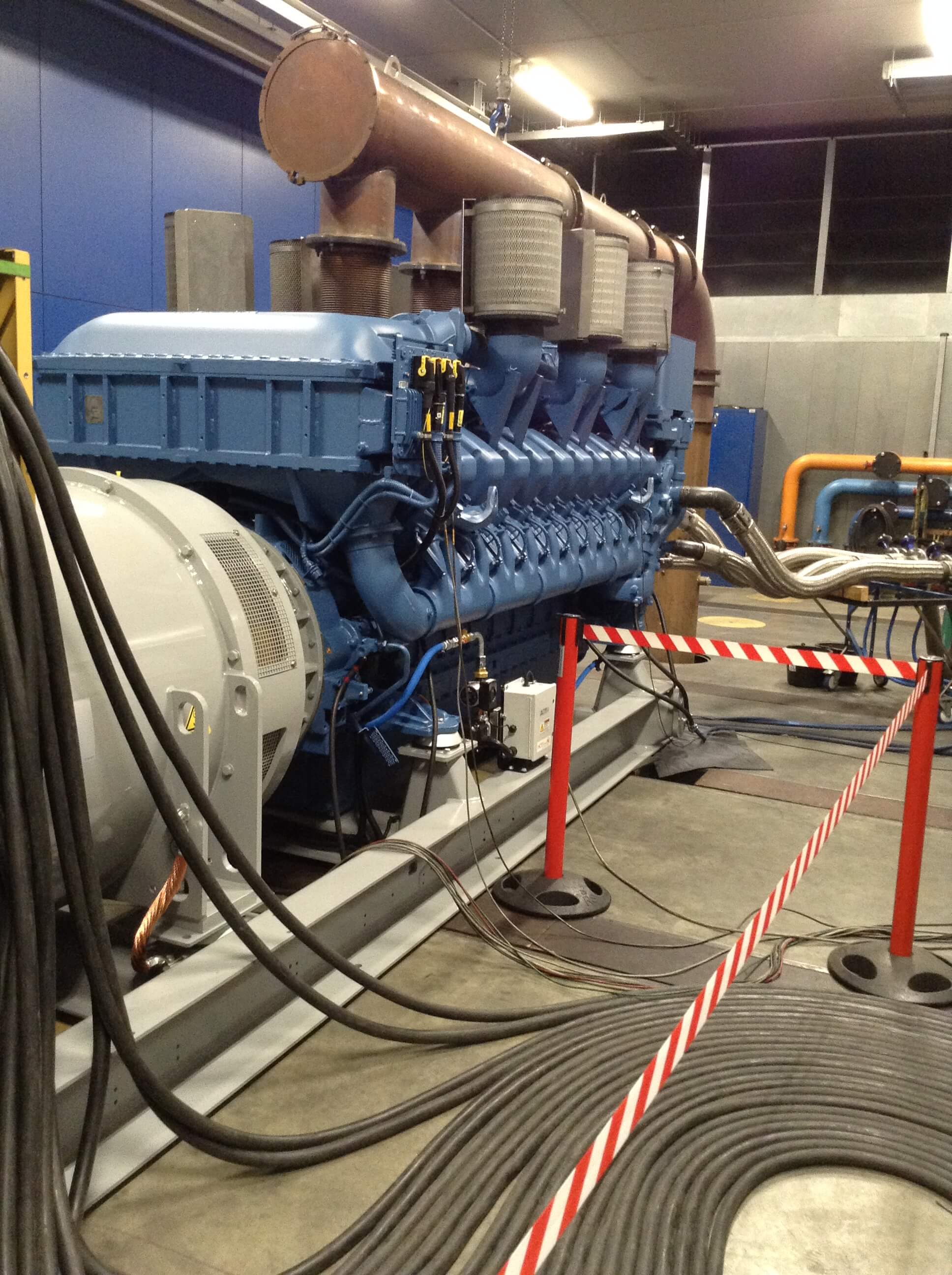
- A 3100kVA (400V, 50Hz, 0.8pf) standby rated open generator sourced from MTU, one of the
 world’s leading manufacturers of diesel engines and generators, complete with;
world’s leading manufacturers of diesel engines and generators, complete with;
- MTU engine model 20V4000G63.
- Leroy Somer twin bearing alternator oversized and rated for 3427 kVA to aid with ISO8258 G3 performance compliance.
- Mechanical driven.
- Dual redundant starter motors and 24vdc lead acid battery starting system.
- Additional spring AVM’s to provide 97% vibration isolation.
- Engine and exhaust emissions compliance.
A free standing breaker panel comprising;
- 5000A fixed ACB for generator protection and isolation.
- 5000A fixed ACB for dual purpose connection for either a temporary loadbank or temporary generator.
- Castell interlocking.
- Acoustic package designed for 75dBA@1m complete with inlet and discharge attenuators and duct work to turn discharge air 900 at high level.
 Exhaust system designed for 70dBA@1m comprising;
Exhaust system designed for 70dBA@1m comprising;
- Twin 18” exhaust silencers.
- Stage II CAT (oxidation catalyst) to reduce CO2 emissions by approximately 60% and HC emissions by 40% and large soot particles in region of 15%.
- Twin wall stainless steel exhaust flue to atmosphere at high level.
Fuel system designed for 65hrs back-up comprising;
- A separate 5,000ltr fuel tank rated for 8 hours at 100% load.
- A separate 40,000ltr bulk tank rated for 48 hours at 100%.
- 20m fuel pipe connecting both fuel tanks on mezzanine level and fill point at ground level.
Control System comprising;
- A bespoke set mounted control panel.
- Mains controllers, featuring InteliGenNT and InteliMainsNTC modules and 12” HMI and software, seamlessly integrated into the clients LV panels.
- G59 Protection.
 Factory Acceptance Test [FAT]in Rustorf, Germany comprising;
Factory Acceptance Test [FAT]in Rustorf, Germany comprising;
- Resistive load test 4 hrs @ 100%.
- Transient recordings to demonstrate ISO8528 P5 and G3 performance compliance.
- Functional and performance/operational tests.
- Offload and Positioning comprising;
- Access via landing platform.
- Challenged with reducing platform weight – expertise, twin cranes.
When The Generator Company put together their proposal for the back-up generator power system the site had not even commenced its build phase. Our designs produced by our dedicated Project Team were based on the Consultants initial draft specification and outline project drawings. As the build progressed our Project Team went to site on many occasions to see if there were any implications that would require altering any of the specifications and/or drawings we had put together for the new system.
Once formal orders were placed our team continued to work very closely with the client’s team with full transparency and the usual methods of communication including numerous site meetings to develop our design which included various value engineering proposals, including;
- Relocation of the ground level fuel fill point cabinet to a more strategic access point in conjunction with the bulk tank, day tank and generator that were on the 1st floor mezzanine.
- Redesign of the size and location of the bulk tank.
- Design high level ductwork to discharge hot cooling air.
- Provide design support to integrate our free issue Master Control Module into the client’s LV panel.
- Produce an effective method to deliver heavy equipment into 1st floor level plantrooms whilst maintaining safety in working methods.
During the middle of March 2017 our Director, Project Manager, main contractor and electrical contractor all flew to the MTU factory in Rustorf, Germany to witness the FAT test being undertaken on the bespoke built generator. The FAT test for the 3100kVA, 2480kWe engine was carried out to prove its design specification. When all relevant parties arrived at the factory the engine was already assembled and connected up to the necessary exhaust and cooling pipework, cabling and monitoring equipment ready to go in their testing facility. The engine was not run for at least 24 hours prior to the tests to simulate cold start conditions. The first inspection was simply a visual one which was straightforward, the engine was then started by an MTU engineer and everyone else present relocated upstairs into a test cell to watch the testing performed on the monitors.
 The load test was completed over a 4 hour period with measurements being taken every 15 minutes followed by a 50% load test for 5 minutes and a 100% load test for 10 minutes, all completed very successfully.
The load test was completed over a 4 hour period with measurements being taken every 15 minutes followed by a 50% load test for 5 minutes and a 100% load test for 10 minutes, all completed very successfully.
All the testing carried out was designed to prove the operational engine met the standards of ISO8528 part 5; G2. The performance of the engine was so good that it outperformed the G2 requirement achieving G3 instead. Following this, additional functional, performance and protection tests were carried out, once again all meeting the required standards and specification!
All parties; us, the electrical contractor and the main contractor, as well as the German manufacturers, were incredibly satisfied with the performance of the new engine and hugely confident that once installed the 3100kVA backup generator power system would successfully provide power protection to support the entire power load, if required, of the new 50,000m2 distribution centre.
Once the generator had arrived safely in the UK, delivery and installation of the system commenced as scheduled.
 The generator plantroom was on a 1st floor mezzanine and original plans from the client’s team were to construct a landing platform to skate the generator into place. However, this would have been a costly exercise and no longer possible due to the weight of the generator itself. We were therefore asked to liaise with the HSE advisor and specialist crane provider for an alternative solution. Following some careful planning we not only solved this problem but also delivered a favourable cost and time saving solution.
The generator plantroom was on a 1st floor mezzanine and original plans from the client’s team were to construct a landing platform to skate the generator into place. However, this would have been a costly exercise and no longer possible due to the weight of the generator itself. We were therefore asked to liaise with the HSE advisor and specialist crane provider for an alternative solution. Following some careful planning we not only solved this problem but also delivered a favourable cost and time saving solution.
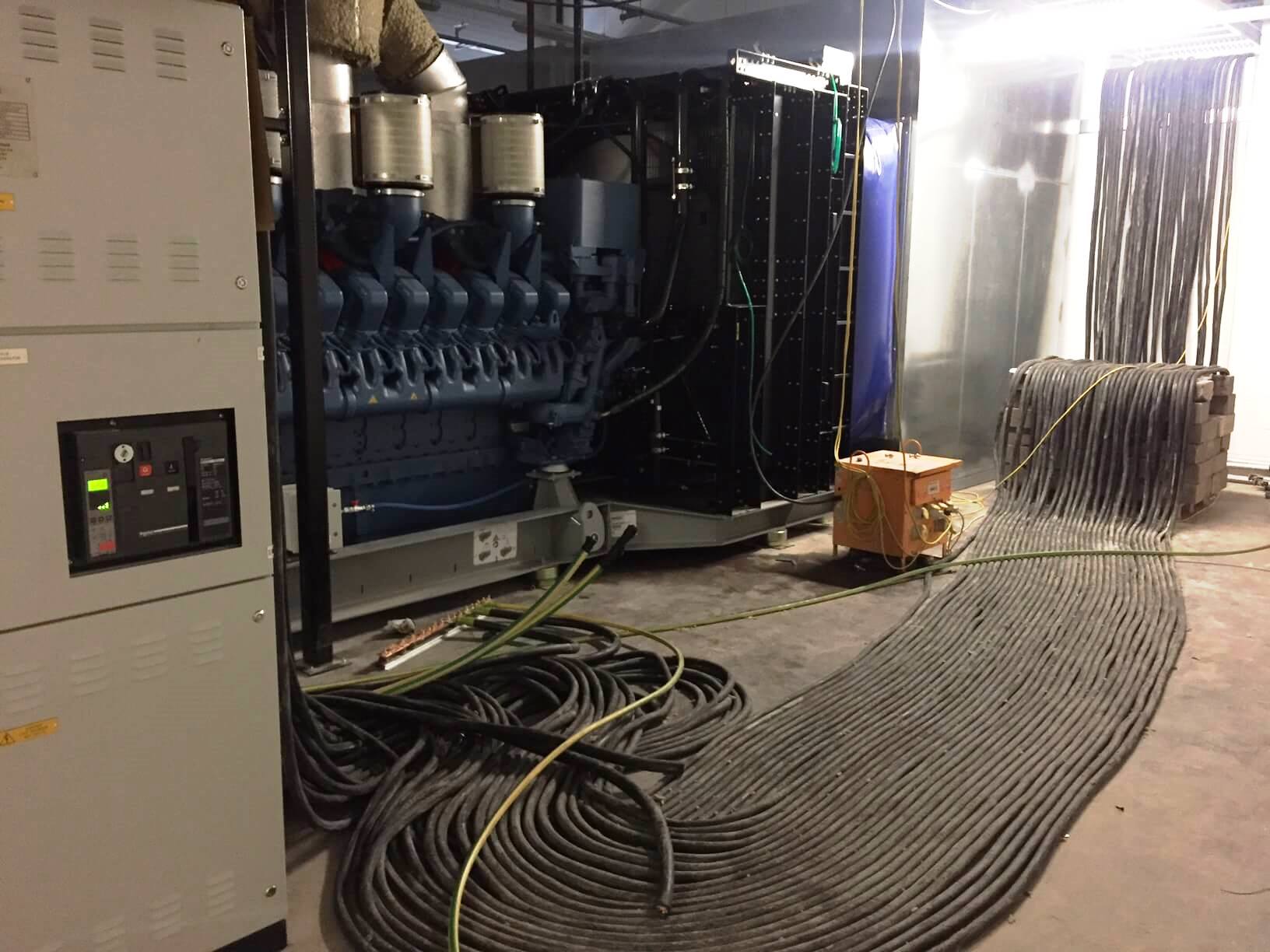
 With a 100 tonne crane the generator was lifted using front and rear strops to align it into position at mezzanine level. When it arrived at the correct level the front was lowered into the building and gradually skated into position, enabling our installation engineers to lower the back end whilst they removed the rear strops. Once it was skated into the correct place the 40,000ltr bulk tank was the next significant piece of equipment to be craned into position followed by the radiator, day tank, exhaust system and attenuation.
With a 100 tonne crane the generator was lifted using front and rear strops to align it into position at mezzanine level. When it arrived at the correct level the front was lowered into the building and gradually skated into position, enabling our installation engineers to lower the back end whilst they removed the rear strops. Once it was skated into the correct place the 40,000ltr bulk tank was the next significant piece of equipment to be craned into position followed by the radiator, day tank, exhaust system and attenuation.
The larger elements were craned up as per the generator and through the dedicated openings in the building as left by the main contractor. All components were fully assembled in place by our engineers before all the final connections were carried out and inspected.
The generator control panel and the generator circuit breaker were both positioned on a free standing panel within the same room as the generator and the mains controller was located onto the site’s LV switchboard in the switchroom.
 Once all the equipment was in the desired location inside the plantrooms the mechanical and electrical installation was completed. When the entire back-up generator power system was deemed to be fully connected up for operation the electrical cabling was wired up by the electrical contractors ready for the system to be commissioned at the end of May on the completion of the new build.
Once all the equipment was in the desired location inside the plantrooms the mechanical and electrical installation was completed. When the entire back-up generator power system was deemed to be fully connected up for operation the electrical cabling was wired up by the electrical contractors ready for the system to be commissioned at the end of May on the completion of the new build.
The Generator Company then worked closely with the client’s team to produce extensive test documentation. With the assistance of our rental arm, Powerhire, we utilised a 5000kVA inductive loadbank and over 500mtrs of temporary rental cable to meticulously coordinate and execute the commissioning tests as well as carrying out a repeat of the successful off site FAT tests …all to the full satisfaction of the client’s team.